
- 河北吉莱尔机械有限公司
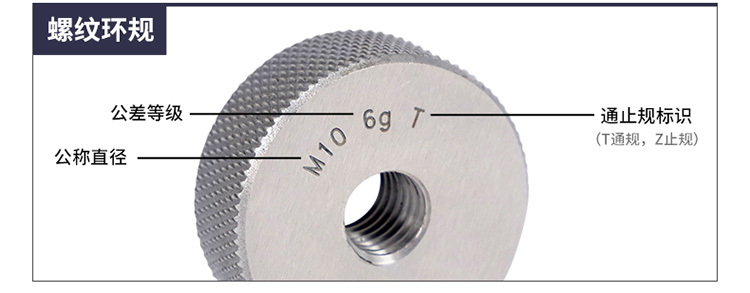
螺纹环规



螺纹环规可以测量外螺纹型号尺寸的准确性,有三种规格的环规,是根据里面的螺纹区分的,分别是细牙螺纹、粗牙螺纹还有管子螺纹这三种规格,当使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。螺纹环规通常分为通端螺纹环规和止端螺纹环规,其含义是在检测螺纹工件时,通端螺纹环规应顺利的旋入螺纹工件,而止端螺纹环规应旋入螺纹工件不过两扣,也是不到两个螺距,则判为该螺纹工件合格。
螺纹环规的功能是对在用的螺纹环规进行校对,TS校对规校对通端螺纹环规不过两扣,判为合格;ZS校对规校对止端螺纹环规不过两扣,也判定为合格。因为,用螺纹校对规校对通端螺纹环规和止端螺纹环规实际上是控制了螺纹环规的作用中径,其半角、螺距和实际中径等是不考虑的。一旦当螺纹的作用中径超差,则螺纹环规应判为不合格,即使其余技术指标合格也已经无意义了。由此可见在判别螺纹环规的实际工作中,只要控制好螺纹的作用中经,可以判别其合格与否。螺纹止规进入螺纹内不能超 过2.5圈,一般的要求是实际不得超 过2圈,并且用得力度不能。用拇指和食指轻轻夹持螺纹规以刚好能转动螺纹规的力度为准,力大了相当于在使用丝锥或牙板了。
螺纹环规在使用时要注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品,其中6H与5g为螺纹精度)。检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。






河北吉莱尔 2014(C)版权所有
技术支持:中科四方