
- 河北吉莱尔机械有限公司
位置度检具


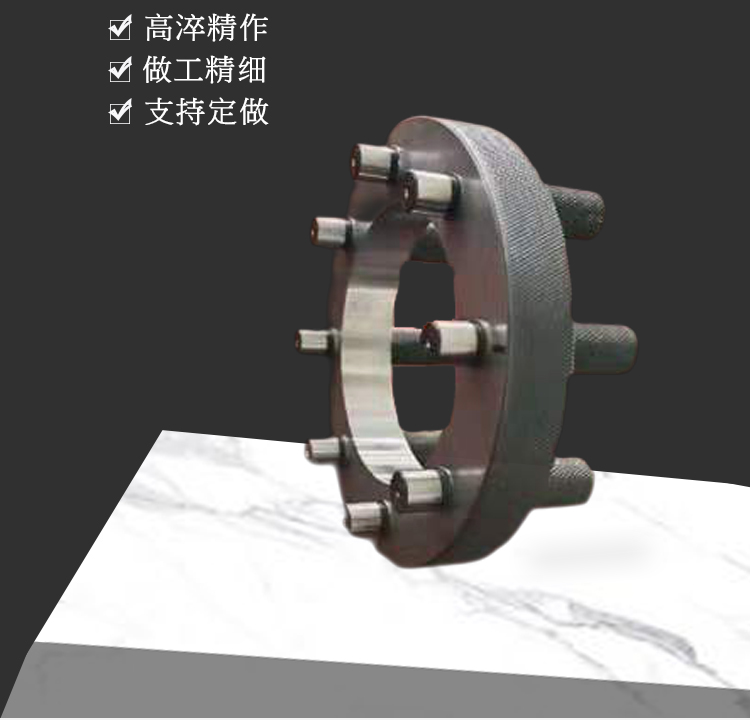

位置度检具是机械制造商用的比较多的量具,在产品生产后会检测产品工件是否合格,它是一种没有刻度的计数检具,主要测量零件加工孔的定性,要是被检测的零件在检测是可以顺利的插入并通过检测销说明这个零件是个合格的零件。并且在检验批次上是要求抽检,操作时,先把零件定位,然后夹紧,扭矩扳手拧紧力矩为2.52N.M(max)共14个,拧紧顺序从外侧对角线方向依次拧紧。侧板中检测销依次插入零件被测孔,顺利通过,示为合格,否则为不合格。规定的位置度检具使用要周期检验,综合检具检验周期为6个月,定位销,检测销,导向套尺寸不能大于磨损极 限,在接近磨损极 限时要及时更换。
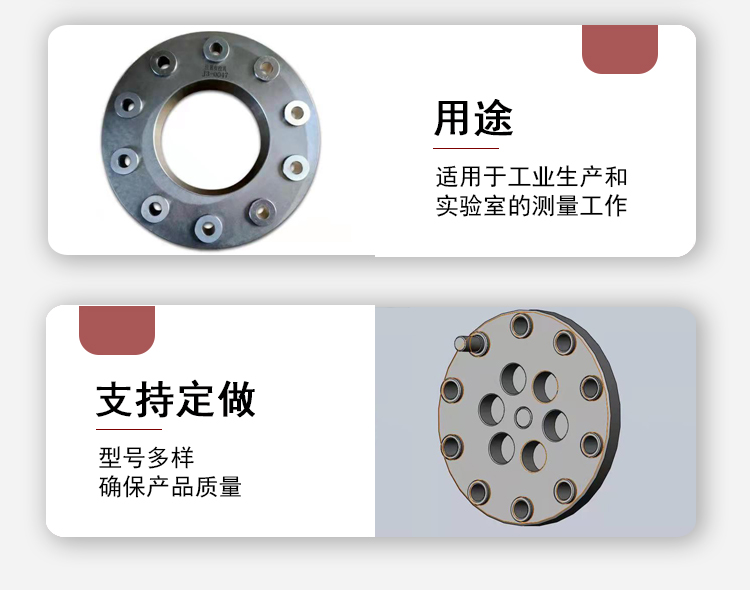
位置度检具是一个组合检具,由定位装置、测量装置、夹紧装置、辅助装置(包括导向装置、传动装置、测量零件的紧固装置)组成。结构确定后,检具设计关键在于确定定位装置、测量装置、夹紧装置、辅助装置尺寸。 位置度检具是设计合理且使用便捷的检具,包含检具底座、定位套、衬套、量柱及手柄。底座安装的有通孔,两侧还有手柄。定位套有一个能够插入通孔的圆形插入体,定位套还包括大于插入体直径的圆形连接台面,连接台面与底座上表面接触,连接台面设有若干个量柱连接孔位,量柱连接孔位内设有衬套,量柱前端与衬套连接。本产品组成部件少,结构简单且测量用的螺柱拆卸方便,在检测时,可灵活的适用于多种组合的孔位置度的检测。




河北吉莱尔 2014(C)版权所有
技术支持:中科四方